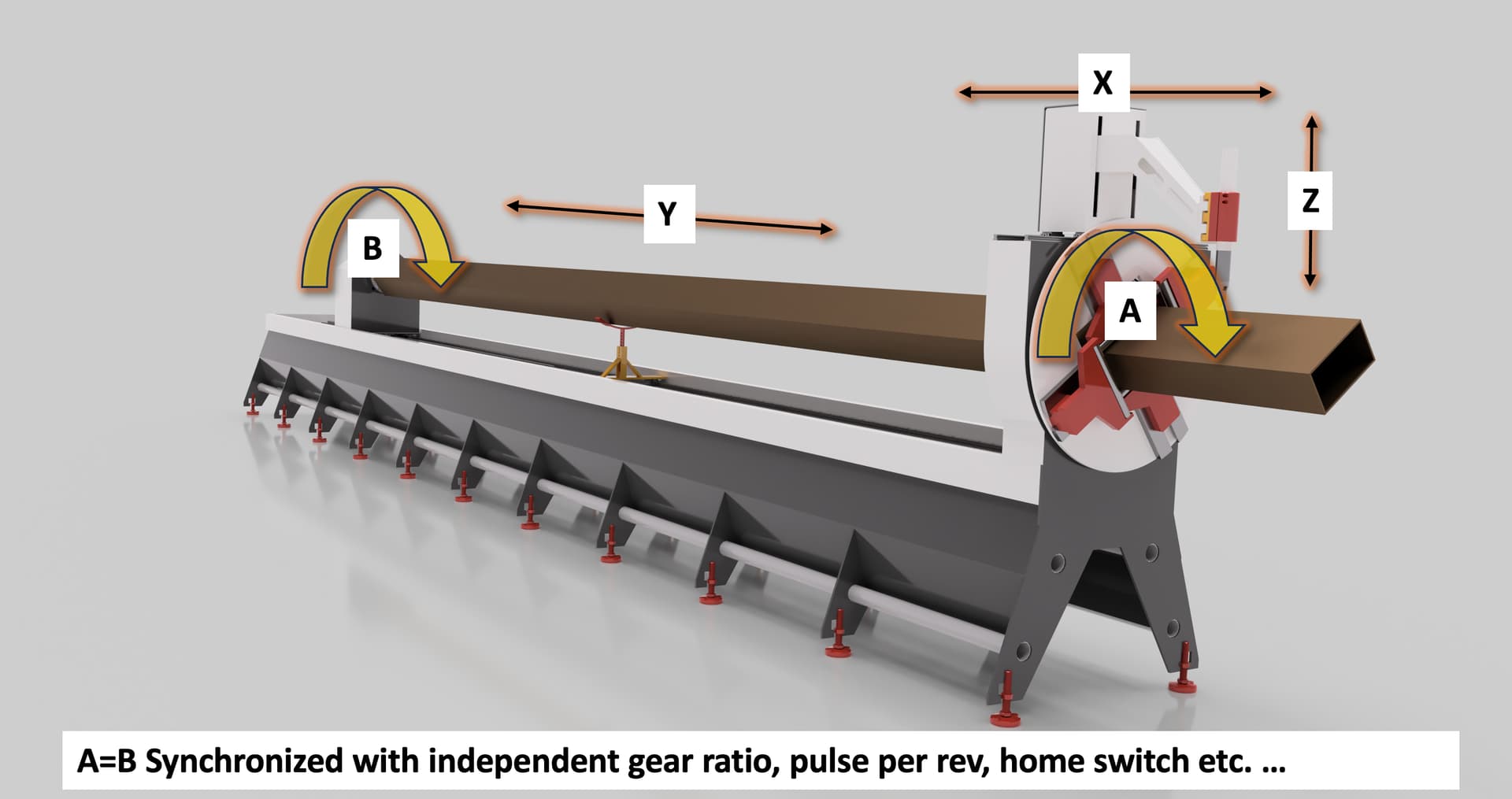
I’m building rotary tube cutter with X,Y,Z and A axis.
A axis should be rotary, but I need to slave this to B in Mach3 because there are 2 separate rotating heads with 2 different motors and gear ratios, homing switches etc.
In Mach3 is not possible other than X,Y and Z.
So, is there any solution how to solve this in SheetCam or in post processor ?
I’m more than sure that someone already had this issue but I just cant find any simple solution so far.
Usually on 3 axis controllers, Y is temporarily rewired to A, which is physically parallel to X. Are you saying that you’d like rotary to be physically parallel to Y, meaning X would temporarily rewire to B ?
If that’s the case, then I believe that can be done in the pp.
Do you want the pp to have XY gcode with linear distances for both axes,
or YB gcode with linear Y and angular B ?
This 3 axis controller technique also limits you to just rotary cylindars/ round pipe, not rectangle tubing which requires XY and rotary.
So that drawing looks like the rotary axis is parallel to X, that is the normal configuration. So you want XAZ gcode coordinates, where XZ is linear and rotary (A or B designation) is angular ? The controller’s Y driver is temporarily wired to the angular axis? If so, then again, you won’t be able to cut rectangular tubing in this config, only round pipe. Rect. tubing requires a functional XYZ linear axes in addition to A or B angular (rotational).
OR does your controller have 4 drivers, XYZA, and you merely want XYZAB gcode where A and B axes have identical angular coordinates in each block ? In this case cutting rect. tubing is fine.
Thank you for support,
It looks OK, exactly as needed, later on there will be some more modifications in post if needed, like:
“max Rotation = 6” *I assume that this is limitation of how many turns A and B axis in this case, In my case limit should be not more than 370deg from home.
All in all, fine tuning and other problem solving will come when I finish the mechanical part of machine.
Yes, I see the pp line for rotary var maxRotation=6. I had not noticed this in pp before until you drew my attention to it, so I’m not exactly sure of its meaning other than to take it literally as you suggest. @Les_Newell will have to weigh in on this var meaning.
However, I have experience in using optimiseRapids=0 to inhibit ‘wind up’. I believe this will limit rotation of more than 360* from 0*.
-- Rapids will move the shortest distance to the next cut but may cause machines with limited rotation
-- to 'wind up'. Set this to 0 to disable optimisation.
--defaults to 1 if not defined
optimiseRapids = 1 --<<<<< change this to zero 0
Hello again,
same topic regarding rotary axes…
I finally finished the machine and tried previously sent PP.
It works as described, but unfortunately in machine daily usage there are some drawbacks when operator need to manually jog rotary axes, it must be done by MDI, not by keyboard (pendant).
So, the question is how to swap Y and A axis in postprocessor so that I can slave Y to B in Mach3?
Machine will then home Master and Slave independent but will jog together like it should be.
Second question is regarding post behavior, in some cases federate is drastically reduced on square tube corners when rotating and then pick up the speed on flats, I tried to find when and why it has happening but with no luck so far. I saw some new post recently added here on forum, but I did not tried because A and B mirroring needs.
Y is linear while A is angular, I don’t believe it’s possible to swap them.
Sheetcam’s G94 G1XA feedrate is not per NIST RS274 spec, rather it conforms to certain pre-spec era controllers. As such, the feedrate is wrong for many newer controllers. To fix this, we recently developed a pp to output G93 Inverse Time feedrate mode. You can apply that fix to your pp. See G93 pp here- Post Processor Example w Custom Options popup window
Regarding master - slave axes - problem solved by connecting them in parallel and homing only one head, second one is manually adjusted at beginning of work, since all movement is done by servos, no lost steps and no risk of misalignment - topic closed
Regarding rotational federate - I tried PP v5-17 but getting bunch of errors eg. Nested commands found - solved, radius to end of arc differs from radius to start, some of them I managed to fix, but get stuck with G38.2 and 5, Mach3 does not support G38.
I replaced G38.2 with G31 for ProbeDown and it works, but G38.5 is the issue on ProbeUp…
@ags, The problems you note with the exemplar G93 pp are not surprising, as noted in that pp prologue, the gcode dialect is grbl v1.1i, not Mach3. But it seems you’ve overcome the gcode differences. Well done.
As for Mach3 not supporting G38.5, you can do without it if there is no like function in Mach3. The purpose of G38.5, as the comment notes, is to probe up until the probe switch is opened (un-actuated) as this serves to make a much more accurate pierce height and initial cut height since it relieves all spring tension on the floating torch, even upward tension from warpped sheet metal. Without the G38.5, you’ll just have a larger ‘Torch Probe Switch Offset’ value.
By replacing G38.5 with G31 program continues on correct height but only after manual confirmation on play button, is there a way to easy change that part of PP to o use standard G31 probing cycle?
Not that I’m aware of to get the effect of G38.5 as grblv1.1i handles it. If you are looking for that effect, which unloads the spring tension of the probe switch actuator AND any warp-age of sheetmetal, someone familiar with Mach3 will have to answer. Otherwise, consider using ohmic touchoff sensing.
Actually, I don`t need G38.5 and that functionality at all since tubes are rigid and there is no need for that precision.
My question was, can this probing process be simple as before in first PP where you duplicate A & B axes.
So, just to touch the material and than lift for switch offset amount (using G31)