6.0.30 Mach3 PP
Hi. I have spent a bit of time figuring out the process for thread milling with a single point cutter. Bit of a bugger, but it seems to work.
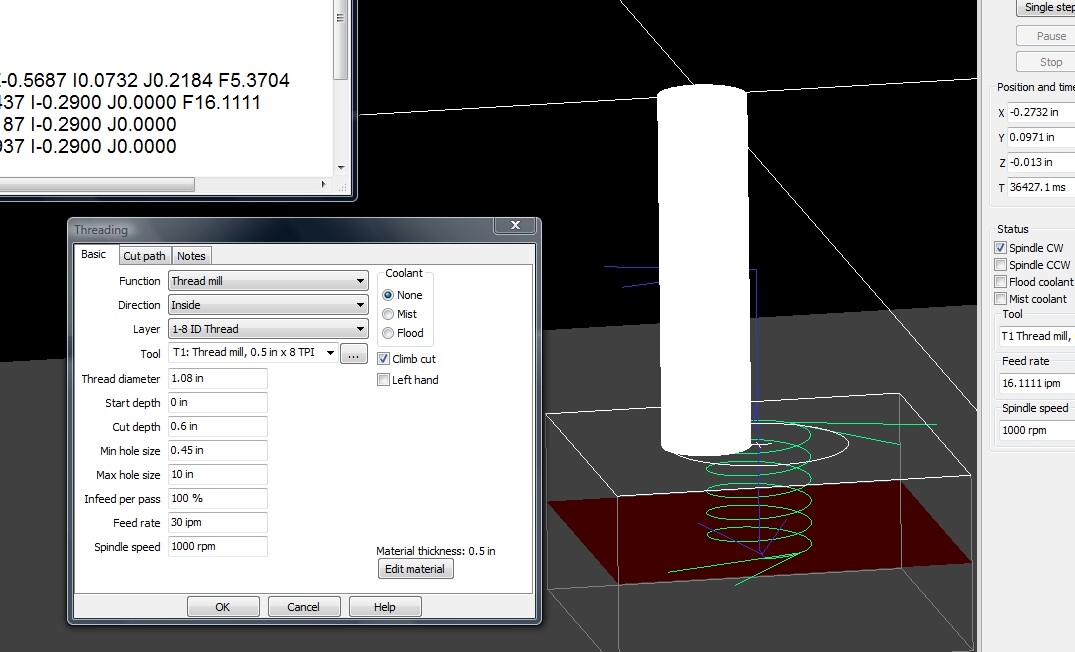
One question I have is, what is determining the feedrate in the posted code ? I enter 30 and it posts 16.
Also the thread depth is only set in the tool dialog, not in the operation dialog. This seems fine for a multi pitch type cutter but seems strange for a single point tool.
And, once a tool and operation is finalized and simulated, if you change any setting for the tool the max and min hole size revert back to … whatever ? throwing a no hole selected error.
Would it, could it, should it be a separate dialog/selection to specify a “single point” tool ?
I’m likely doing something wrong, I really like this feature.
Thanks,
Russ
Hi folks,
My Thread Milling post didn’t show up yet on the forum but I wanted to include the job file.
Here it is, please merge if necessary.
Thanks,
Russ
1-8 ID.job (4.5 KB)
In most cases when thread milling the thread mill is close to the hole size so the resultant tool path is a pretty small circle. This can result in a big discrepancy between the commanded feed rate and the feed rate at the cutting edge. SheetCam commands a tool path feed rate that results in the correct feed rate at the cutting edge.
Also the thread depth is only set in the tool dialog, not in the operation dialog. This seems fine for a multi pitch type cutter but seems strange for a single point tool.
This is the depth of cut. I.e the distance from the peak of the thread to the root. I need to add a graphic to clarify this.
And, once a tool and operation is finalized and simulated, if you change any setting for the tool the max and min hole size revert back to … whatever ? throwing a no hole selected error.
Hmm, this behavior makes sense for a drill and a tap but not for a thread mill. I’ll change it in the next development release.