Hello, For holes with my settings, with inside offset i get 1/16 smaller hole than my drawing. Is there a way to reverse it to get bigger hole, like using outside offset ?? but when i set on outside offset the lead-in is on the wrong side.
what is your kerf set at within the tool you are using?
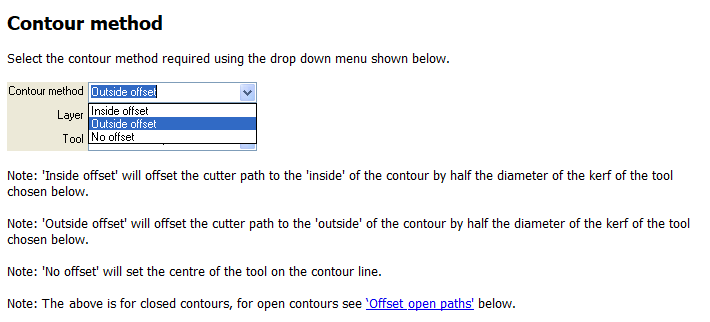
Inside offset, offsets the cut to the inside of the shape (hence any lead in will be on the inside) and the offset is 1/2 the kerf width (if your application is plasma) or 1/2 the tool width if your tool is a milling tool.
Ouside offsets, offsets the cut to the outside of the shape… hence the leadin will be on the outside.
No offset puts the cut to the centre of your shape (circle).
One option is to tweak your kerf width in the tool definition. If you reduce the kerf width by 1/16 the hole will end up 1/16 bigger.
I already think to do that, but it will change all the cut. Maybe i should make a tool for outside offset and for inside offset ? is it the only way ?
I made another tool for hole, but when i cut several parts it make all the holes for all the parts, i prefer make one part at a time. Nothing is perfect in this world ![]()
You need to make 2 operations for each part. First one is the holes, second one is everything else. Then it will cut like you want.
Go to Options->job options->Nesting and change from ‘minimise tool changes’ to ‘keep parts together’ It will now cut the holes for the part then the outline before moving on to the next part.
I would have never guessed that. Isn’t it all the same tool?
You define one tool with the tweaked kerf width and another with the correct kerf. As far as SheetCam is concerned these are two independent tools, even though they are actually the same physical tool.
That makes sense. I guess I’ve never used that setting. I assume it runs through the tools that are used for inside offset operations first. Or does it just start with the first tool and do all the operations that use that tool before moving to the next tool?
I always get a pause when I have 2 different tools in the one operation, that’s usually my cue to hit the spacebar as must be a mismatch in chosen tool ![]()
In ‘Minimise tool changes’ mode it runs the first operation of the part nearest the 0,0 origin. It then looks for then looks for the next nearest operation that uses the same tool. It keeps going until it runs out of operations using that tool. It then moves on to the next tool and so on. Note that operations in each part are always cut in order. It just juggles parts to keep the number of tool changes to a minimum.
Say you have two parts, one uses tool 1 then tool 2 then back to tool 1. The second just uses tool 2. SheetCam would run part 1, first operation. Next it would switch to tool 2 and run part 1 second op then part 2. Finally it would switch back to tool 1 and run part 1 third op.
In ‘keep parts together’ mode it runs all of the operations on the first part then runs all of the operations on the next part and so on. Again, in each part the operations are always run in the sequence that they appear in the ‘operations’ window. If you have one operation for your holes then another operation for to cut the part out it is up to you to make sure the hole cutting operation is before the one that cuts the outline.
Your control is stopping to allow you to change tools. Most control software can be configured to ignore tool changes. Alternatively the post can be modified to not bother outputting tool changes.
Thank you very much, you dont know how much you helped me! It’s just perfect now.
Ah right I see now, that would be handy, a few times it would be useful to use a different tool, likes of kerf with.
Is it in this section the post wants changing? any chance you might give me a help plz
function OnToolChange()
offX = 0
offY = 0
offZ = 0
if (toolClass =="DrillTool" ) then
post.Text (" (tool number: ", tool ," ")
post.Text (" Plasma peck drill )")
post.Eol()
if (fullTAP ~=0) then --check to see if full tap
if(presetAmps >0) then
post.Text ( " (Preset AMPS: " ,presetAmps,") ")
post.Eol()
else
post.Eol()
end
if(presetPSI>0) then
post.Text ( " ( Air Pressure Preset: " ,presetPSI,") ")
post.Eol()
end
else
post.Text (" (tool number: ", tool ," ")
post.Text (" Distance between Touch-offs: " , refDistance * scale, " ")
post.Text(" Feedrate: ", feedRate * scale , ") \n")
end
end -- drilltool
if (toolClass== "PlasmaTool") then
if (verbose == true) then
if(dthcOff == 0) then
post.Text (" (DTHC has been disabled in this tool)\n")
end
if(presetVolts >0) then
post.Text ( "(Preset Volts: ",presetVolts,") " )
else
--post.Text ("(")
end
if (fullTAP ~=0) then --check to see if full tap
if(presetAmps >0) then
post.Text ( " (Preset AMPS: " ,presetAmps,") ")
post.Eol()
else
post.Eol()
end
if(presetPSI>0) then
post.Text ( " ( Air Pressure Preset: " ,presetPSI,") ")
post.Eol()
end
if (softPierce > 0 ) then
softPierce2 = (softPierce / 10)
if (softPierce2 >= 10 ) then
softPierce2 = 0
end
else
softPierce2 = 0
end
Sorry just looked in Mach and that option ‘ignore tool change’ is ticked.
Maybe its slighty different to how I described, it doesn’t stop and then need input to carry on, it’s just a slight pause and then carries on, it does loose time on a big job though.