X3R028
June 22, 2024, 9:27pm
1
I’ve been using Sheetcam for what seems like forever.
I’m having an odd issue with how the code handles the corners.
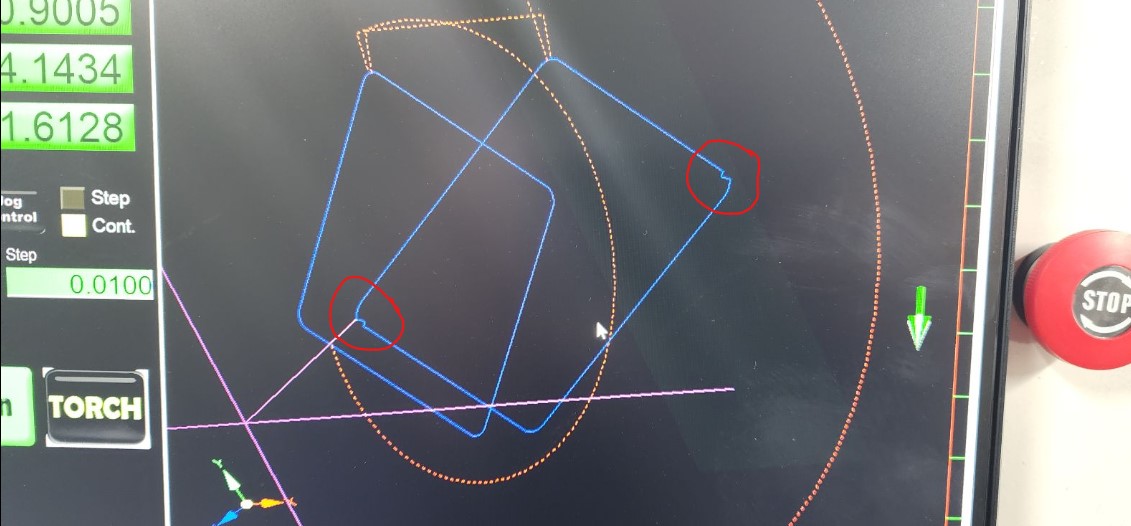
As you can see in the red circled areas, the Z axis dives to cut height while still in the corner.
I’ve found the section of code where this occures:
N57610 X1.7346 Y0.9005 Z4.1234 A-121.6125N57710 X1.7325 Y0.9515 Z4.1109 A-120.8386 ← I’m still at 120 deg N57810 Y2.6985 Z3.0900 F9963.9528 A-90.0000 ← This is the issue , it dives from 4.11" to 3.09" while rotating 30 Deg
I can supply the full code if needed. I have 2 of these events on this one part.
Here is the other:N64510 X5.5389 Y0.5987 Z4.1827 A53.8552 N64610 X5.5433 Y0.8282 Z4.1399 F13234.6662 A57.2957 N64710 Y2.7119 Z3.0900 F10877.1486 A90.0000 N64810 Y-2.7377 F59.717 N64910 Y-2.5021 Z3.3174 F36934.0906 A94.9575 N65010 Y-2.4047 Z3.3966 F13782.6257 A96.8073
This one starts to dive Z with over 32 degs of rotation left.
Here are how the other corners look like, these are fine.
59610 X1.8709 Y2.2741 Z3.4949 A-9.2152 N59710 X1.8847 Y2.5402 Z3.2849 A-4.2205 N59810 X1.8986 Y2.7466 Z3.0900 F9830.8464 A0.0000 N59910 X5.4005 Y-2.7453 F59.8311 N60010 X5.4035 Y-2.5001 Z3.3190 F53516.1595 A4.9947 N60110 X5.4065 Y-2.4432 Z3.3658 F11634.3889 A6.0805
The Z dive to cut height only has to move 4 degs on this one.
I’m stumped as to why it’s doing this. I tried changing the starts to make the rotation clockwise , but i’m still getting the issue.
What post processor are you using?
X3R028
June 25, 2024, 9:32pm
3
I’m using both my own post and your PlasmaRotary Mach3 post.
I’m putting together a package with all my testing to send to you, if that’s alright.
The basic issue is always the same in both posts, when it wraps around one corner, only one corner now, it jumps the A rotation by a large angle. For example, when wrapping around a corner, the segments all span between 3 and 5 degrees, but when we see the error , there is a large jump in degrees, one of the patterns we have been seeing with our cut pattern is either + 43 degree or -43 degree jumps at the corner.
Ex:
Also to note: The simulation in sheetcam is always fine, but the error is visible in the generated Gcode and in the toolpath generated by mach3
Thanks.
Sure, send your test files to me. Sim is basically just a custom post processor so it’s odd that the issue doesn’t show up in simulation.
X3R028
June 26, 2024, 12:52pm
5
I always found it off that the Sim was showing very different behaviour than the actual code. Good to know.
Where would you like me to send them?
Sorry for the delay in replying. Could you email them to me: les@sheetcam.com
Well, that took some finding. I will try to upload a fix in the next few days.
X3R028
July 14, 2024, 4:04pm
8
Hey Les,
There was a new update to the development version out a couple of hours ago. That should solve the problem.
X3R028
July 14, 2024, 6:37pm
12
I ran 7.1.35 to get a baseline, it generated 509 lines of code and obviously had the dive issue.
I updated to 7.1.36, ran the exact same file and start locations. It generated 2877 lines of code, I see absolutely no degree jumps . Looks good!
I will be back in my shop tomorrow, I will run the generated Gcode on my new rotary and get back to you with results! To me this looks like it will produce a smoother cut file.
Thanks for working on this!
Was that 509 lines correct? The new version should produce fewer lines, not more.
X3R028
July 15, 2024, 12:16am
14
Well then…
The code generated on 7.1.36 is 2877 lines, It is correct.
I can send you the gcode in an email if you would like. I cannot send the job file from 7.1.35 because it wasn’t saved and i’m updated.
This is a snip of code showing the movement from 80 Deg to 73 deg.
Code from 7.1.36
Code from 7.1.35
7.1.35 was moving about 4 degrees per line.
Could you send me a copy of your post processor. In particular I’m interested if you set the maxRotation value and if so, what value you use.
X3R028
July 15, 2024, 2:17pm
16
I do not have a maxRotaion valuer in it.
I emailed my post to you now.
X3R028
July 15, 2024, 3:28pm
17
Before you go too far into anything , i’m running some tests with a modified dxf .
I’m about to run it on my machine to see how it looks and performs. There might not be a problem here.
I’ll wait for your results. As I mentioned before I would have expected fewer lines of code with more evely spaced angles.
X3R028
July 15, 2024, 10:22pm
19
I guess the one file was an odd fluke at 2000 lines of code.
I made a new file, ran it with 7.1.36 and it cut very smoothly and is only 452 lines.
I think this is a win!