I think G64 has a more appropriate name in Lcnc - “Path Blending”. I’ve always heard it called “Constant Velocity Mode”, but path blending is a more accurate description.
Just out of curiosity, can you enter the G64 parameters on screen in Lcnc or is it only in gcode.
In UCCNC, based on the G64 documentation, it appears the gcode G64 parameters have priority, and if none are set in gcode, it uses what’s entered in the setup screen.
G64 parameters are normally default set in the motion controller software (mach3, mach4 and uccnc)
Plasma by default should run in g64… Exact stop will just lead to a mess on the junctions between each and every linear and arc move.
Yes you can customise G64 in every file… If you want to change your tolerance settings … But you should not have to… Just set them for your machines highest precision… Then if you want a rough cut then adjust to the lower setting relative to the part you want.
Keith, in Linuxcnc you set the startup commands in the ini file. I learnt about this issue when I first built my plasma table far enough to run gcode commands. So I traced a square about 1 metre x 1 metre and watched the machine almost draw a circle to my horror. Glad I was not cutting! I’ve never seen it again. I’m pretty sure my sheetcam post sticks the G64 in the preamble by default though!
Constant velocity is really a bit of a phurphy as I’m sure no CNC controller on earth can achieve it! The laws of physics and the maximum velocity and acceleration your machine is capable of constrain the velocity. eg. You can’t cut a 1cm square at 10 metres per second.
I think G64 adds another set of constraints for the trajectory planner in that it sets what level of inaccuracy you will tolerate. eg what deviation from the commanded path is the TP allowed in the actual path. The tighter it is, the more it has to slow down to achieve the tolerances you set.
Ok… I admit a perfect inside square is not possible (acceleration too high) … But if you over it with triangles or arcs at the corners you’ll get a perfect square… (Dropout…)
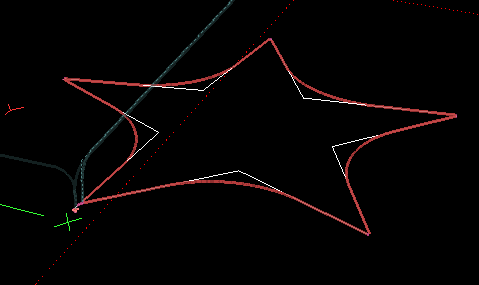
Totally useless and out of context here Robert. The OP’s original problem and image clearly demonstrates what can be achieved at constant velocity on his machine in the absence of G64 constraints stating how far the actual path can deviate from the commanded path.
I have used the centripedal acceleration physics in real time at 1 kHz in Linuxcnc. Its a very good predictor of velocity but a poor predictor of the arc radius which is what I wanted to calculate.
Yes,it sounded good in theory but when I plotted stuff in real time, the results were inconsistent. Whether that was my maths or not I don’t know. But I think I had it right. There is (hopefully) a better method calculating the radius of a circle passing through three points:
R = (A * B * C)/(4 * K)